1.VVEDENIE
Stanok «Magnabend» je univerzalan, udoban u korištenju opreme za fleksibilne metalne ploče svih tipova, uključujući aluminijske, medne, stalne listove i listove od neržave stalne.
Elektromagnitna sistem zažima osigurava veliku slobodu za pridavanje za pripremu složenih oblika.Mašina omogućava lako pridavanje obrađivanomu listu u obliku glubokih uzkih želobova, zatvorenih sekcija, glubokih jašica, koji su složeni ili nemogućno pripremljeni na uobičajenom stanju.
Unikalʹnaâ sistema krepleniâ (šarnirnye petli) se koristi za gipkoe balki i suštinski dijapazon rasširâet primjenu stanka.Forma postolja (monostojka) također povećava mogućnosti stanke.
Jednostavno korištenje ovog uređaja osigurava upravljanje prižimom i njegovo držanje pomoću jednostavnog pritiska na gumbe, lakoćom i preciznošću procesa izjednačavanja metalnih listova, automatske regulacije pod neophodnim parametrima debljine liste.
Neophodnost za vklûčeniâ rabočeg režima dvuh ruk obezbeđuju sigurnost rada operatera.Korištenje magnetnog zažima znači to, što sgibajuće usilie djeluje na zagotovku upravo na tom mjestu, otkuda ono ishodit.To, u svojoj liniji, znači da je mehanizam za učvršćivanje kompaktniji i udoban u upotrebi, jer nije potreban u dodatnim, ogromnim mehanizmima fiksacije forme.(Tolŝina prižimnoj balki određuje se isključivim zahtevima za intenzivnost magnetnog uticaja, a ne konstruktivnim osobenostima stanja.)
Specijalni bescentrični petli (šarniri) razvijeni su specijalno za «Magnabend» i razmjenjuju se u dole sgibajuće balke i narâdu s prižimnom balkom koji osiguravaju primjenu sgibajućeg napora upravo na tom mjestu, gdje se ono stvara.
Kombinovani efekat elektromagnitnog zažima i specijalnih becentričkih petelja čini kompaktan, praktičan i praktičan uređaj „Magnabend“ i to je veoma moćna oprema.
Za najefikasnije korištenje «Magnabend» potrebno je pročestvovati danu instrukciju, posebno odjeljak «ISPOLJANJE MAGNABENDA».
2.SBORKA
Rekomendacii po sborke
1.Raspakujte stojku, opore i krepež.
2.Ustanovite opory na stojke.Paralelni oslonci sa crnim i žutim trakama moraju biti usmjereni naprijed od postoja.(Liceva strana, na kojoj nema sojedinitelnog šva) Za učvršćenje oslonca za postolje koristite vijak M10*16.
3.Modeli 650E i 1000E: uspostavite ploŝadku na prednjim oporima, koristite vijak M10*16 i šajby k nim.Podgonka otverstij za krepleniâ će biti proŝe, ako vijci za učvršćenje oslonca k postojani budu malo oslabljeni.Vijci M8*20 na stražnjim osloncima služe za izjednačavanje stanja i kompenzaciju nerovnosti pola.Posle montaža ploŝadki zatânite sve bolty.
Model 1250E: Za ovaj model platforme u kompletu postavki nisu predviđene.Ona mora bytʹ prikreplena k polu direktno perednim oporami stojki.
4. Pomoću pomoćnog pomoćnika uspostavite «Magnabend» na postolju i zafiksirajte njegove boltame M8*16.
Modeli 650E i 1000E: Ne možete da provedete provod i obezbedite spojeve unutar postolja pred temom, kao što nije postavljeno.
5.Modeli 650E i 1000E: Snimite zadnju ploču i uključite trikontaktni steker, jedinični elektromagnit u stanici korpusa sa elektronskim blokom u postolju.Ustanovite zadnûû panelʹ.
Model 1250E: Pojedinite setevoj kabel sa stražnjom stranom postolja pomoću vijaka M6*10.
6.Model 650E: Ustanovite obe polovine lotka zauzmu bolty M6 i gajki.Ugradite podstavku s rezinskim pokrivkom u zadnjim dijelovima uređaja, koristeći dva vijka M8*12.Prisojedinite dva ograničivača krajnih postavki.
Modeli 1000E i 1250E: postavite dva ograničavača u zadnjim dijelovima pomoću dva vijka M8*16 za svakog ograničavača.Ugradite ploŝadku s rezinovim pokrivkom u zadnjim dijelovima uređaja, s tri vijka M8*16.Postavite fiksirajući burtik na svaki iz ograničavača.
7.Ugradite ručke, koristite vijak M8*16.
Modeli 650E i 1000E: Pered montažom, ručku potrebno prodetʹ kroz kolce indikacije ugla.
Model 1250E: Ručka s uglovom skalom mora biti montirana s leve strane, a fiksirajući spoj nadet na nee i pričvršćen u gornjim dijelovima.
8.Model 1250E: Povernite sgibajuću balku na 180.Raspakujte mehanizam indikacije ugla i nadenite polzunok (karetku) indikacije ugla na levu ručku.Okrenite indikator za dva vijka M8 krepežnog uređaja, koji je spojen na stanicu korpusa oko leve ručke.Priključite indikator za čvrsti uređaj i zatvorite ručnu obalu M8, zatim ih tugo zatânite, koristi šestigranični ključ 6 mm.
Napomena: Stanok se ne može uključiti, ako su ovi vijaki nedovoljno zatirani.
9.Pri pomoći benzina ili drugog obezžirajućeg sredstva očistite specijalno zaštitno pokrytije rabočih poverhnosteja.
10.Ugradite korotke prižimne ploče na podstavku, dugu prižimnu balku u radnom položaju, pri čemu se oslonci moraju držati sa pazama na osnovnoj balke stanici.
11.Ugradite vilku, ako ne odgovara korištenim rozetkama, u skladu sa principijelnom električnom shemom, ili uključite šnur napajanja za automatski prekidač.
VNIMANIE:
Pri podklûčenii soblûdatʹ fazerovku:
-koričnevyj provod – faza;
-goluboj provod – nolʹ;
-zeleno-želtyj provod – zemlja.
3.TEHNIČESKIE HARAKTERISTIKI
3.1OBŜIE KARAKTERISTIKE Model 650E:
Maksimalna veličina i debljina liste 625 mm / 1,6 mm* pri T/V = 250/320 MPa
Massa stanka 72 kg
Model 1000E:
Maksimalna veličina i debljina liste 1000 mm /1,6 mm* pri T/V = 250/320 MPa Masa stanja 110 kg
Model 1250E:
Maksimalna veličina i debljina liste 1250 mm / 1,6 mm* pri T/V = 250/320 MPa Masa stanja 150 kg
*) Tolʹko s dopolnitelʹnoj plastinoj, prisoedinâemoj k gibočnoj balke!
Opšte prižimno usilie za prižimnu balku standardne dužine: Model 650E: 3 tone
Model 1000E: 4,5 tona Model 1250E: 6 tona
Élektričeskie parametre:
~1 faza, 220/240 volt peremennogo toka Potreblâemyj tok:
Model 650E: 4 A Model 1000E: 6 A Model 1250E: 8 A
VNIMANIE:
Pri podklûčenii soblûdatʹ fazerovku:
-koričnevyj provod – faza;
-goluboj provod – nolʹ;
-zeleno-želtyj provod – zemlja.
Potrebno vreme uključivanja elektromagnitnog pritiska, ne više: 30% radnog ciklusa
Zaštita od pregrevanja: termorele, 70S Maksimalni ugao giba: 180.
3.2PARAMETRY GIBKI:
(Koristi se standardna prižimna balka za fleksibilne pripreme maksimalne dužine)
| Material | sТ/sВ | Tolŝina lista | Naimenʹšaâ vysota burtika | Radius |
| Mâgkaâ stalʹ | 250/320 MPa | 1,6 mm* | 30 mm | 3,5 mm |
| 1,2 mm | 15 mm | 2,2 mm | ||
| 1,0 mm | 10 mm | 1,5 mm | ||
| Alûminij | 140/160 MPa | 1,6 mm* | 30 mm | 1,8 mm |
| 1,2 mm | 15 mm | 1,2 mm | ||
| 1,0 mm | 10 mm | 1,0 mm | ||
| Neržaveûŝaâ stalʹ | 210/600 MPa | 1,0 mm* | 30 mm | 3,5 mm |
| 0,9 mm | 15 mm | 3,0 mm | ||
| 0,8 mm | 10 mm | 1,8 mm |
*) Tolʹko s dopolnitelʹnoj plastinoj, prisoedinâemoj k gibočnoj balke!
3.3NABOR KOROTKIH PRIŽIMNYH PLASTIN Dlina:
Model 650E: 25;38;52;70;140;280 mm
Modeli 1000E i 1250E: 25;38;52;70;140;280;597 mm
Sve ploče (za komponente 597 mm) mogu se spojiti za fleksibilne gotove dužine od 25 mm do 575 mm.
3.4PROREZNAÂ PRIŽIMNAÂ BALKA
U kompletu postavki može biti uključena posebna prorezna prižimna balka sa pazama širine 8 mm i debljine 40 mm, što omogućava da se proizvodi dužine ne više:
Modelʹ
650E 15 635 mm
1000E 15 1015 mm
1250E 15 1265 mm
Za više glubokih proizvoda koristite niz korotkih prižimnih ploča.
4.KONTROLʹ̱NYE PARAMETRY OBORUDOVANIÂ
4.1VKLÛČENIE /VYKLÛČENIE POLNOGO PRIŽIMNOGO USILIÂ
Dviženie sgibaûŝej balki u vreme aktivacije punog prižimnog napora, izmerimoe u nižoj časti sgibaûŝej balki 4…6 mm.
Reversivnoe dviženie dlâ vyklûčeniâ stanka.Izmjerava se u zadnjim dijelovima od 90 i treba biti u granicama 15 5.
4.2UGLOVAÂ ŠKALA
Prikaz indikatora uglu, kada je skretljiva balka postavljena na 901.s pomoŝʹû inženernogo kvadrata.
4.3KORPUS MAGNITA
Ne ploskostnost poverhnosti magnita max 0,5 mm.
Šerohovatost poverhnosti magnita max 0,1 mm.
4.3GIBOČNAÂ BALKA
Ne direktno linearnost radne površine max 0,25 mm.Ne prâmolinejnostʹ dopolnitelʹnyh balki max 0,25 mm.
4.4OSNOVNAÂ PRIŽIMNAÂ BALKA
Ne direktnolineostʹ sgibaûŝego kraâ max 0,25 mm.
Visina podizanja iznad poverhnosti osnovnoj balki ne manje od 3 mm.
Uvjerite se, što je postavljeno u položaj 1 pokazatelja na opornim balkama njene radne ploče koja se nalazi paralelno balke i zazora čini 1 mm.
4.5ŠARNIRY
Provjerite naličje smazki na valikama i sekcijskim blokiratorima.Ubedite se, što šarniri vraćaju se lako i slobodno na 180 stepeni.
Ubedite se, što se šplinovi zglobovi ne vraćaju i čuvaju držače gajki.
5.RABOTA SO STANKOM
VNIMANIENIE!
Stanok «Magnabend» razvija obŝee sžimaûŝee usilie do nekoliko tona.(Smotri razdel tehničeskie harakteristiki).On zahtijeva uključivanje dviju ruku s temom, da bi palcy operatori mogli biti slučajno zažati u radnoj zoni.
Vrlo važno, čtoby istovremeno za stankom rabotat tolʹko jedan čovek.Opasno, ako će jedan operater upravljati prekidačima, a druga će raditi s metalnim listovima.
5.1NORMALʹ̱NAÂ GIBKA
U tom slučaju, da je uključeno pitanje, duga prižimna balka se nalazi na stanici, a njeni oslonci se nalaze u pazama na svakom kraju stanice.
1.Nastrojka pod debljinom liste proizvodi povorotom ékscentrikov na obeih oporah prižimnoj balki.Podnimite gibočnu balku na 90 stepeni i uvjerite se u tom, kako se ona nalazi paralelno na kraju prižimne balke.Esli potrebno perenastroite ékscentriki.
(Za optimalne rezultate rasstojanje između prižimnog krama i površnosti gipsane balke treba biti nešto više, što je debljina samo sgibanog lista.)
2.Vstavʹte list, povernite perednij kraj prižimnog balki uniz i vyrovnâjte liniju giba po kromke prižimnoj balki.
3. Pritisnite i držite dugme START.Éto se odnosi na predvaritelʹnyj prižim.
4.Drugoj rukovoj potânite za ručku.Uključuje se radni prižim i možete pokrenuti proces pune fleksibilnosti, dugme START treba da se otpusti.Produžite fleksibilnost do postizanja neophodnog ugla sgiba.
5.Gibočna balka može biti preokrenuta na 10…15 za smanjenje pritiska sa metalne liste za provjeru ugla kretanja.Povratak na ugao više od 15 stepenica automatski isključuje stanicu i oslobađa od zažimanja metalnog lista.
VNIMANIE
Zbog izbjegavanja opasnosti povređivanja rabočeg kraja prižimne balke ili površine magnita korpusa, ne pomičite male predmete u zažimnom uređaju.Rekomenduemaâ
minimalna dužina sgiba pri korištenju standardne prižimne balkice od 15 mm, za posebne tehničke slučajeve, kada se gibljivi list vrlo tanki ili meki.
Usilie prižima menʹše, kogda magnit gorâčij.Stoga koristite ne više, nego je potrebno za fleksibilnu listu.
5.2ZAGIBANIE KROMKI
Tehnika, koja se koristi za učvršćivanje kraeve metalne liste, zavisi od njegove debljine i u nekoj meri od njegove dužine i širine.
Tonkie listovi (do 0,8 mm)
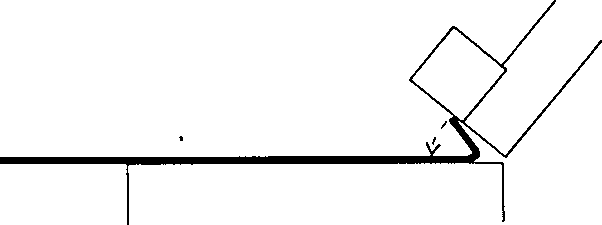
1.Proizvodi se kao normalna, ali ostvaruje fleksibilnost koja je potrebna kako bi dalje (135°).
2.Snimite prižimnu balku, metalni list na stanici podvijte prije otprilike 10 mm.Zatim gibočnoj balkoj proizvedete «dogibku» kromki.(Prižimnuû balku primenitʹ ne nužno).
Napomena: ne pytajte delatʹ uzkie zagiby na tolstyh metalličeskih listova.
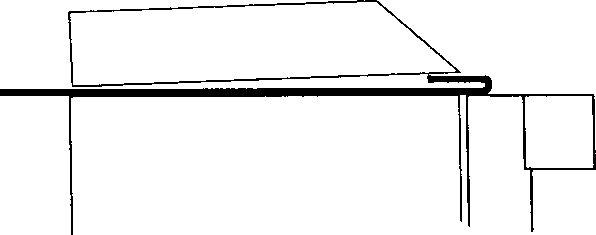
3.Pri radu s tolstim metalnim listovima, u slučajevima, ako kromka nije vrlo uska, moguće je postići više punog zagiba pri uslovima korištenja prižimnih balki.
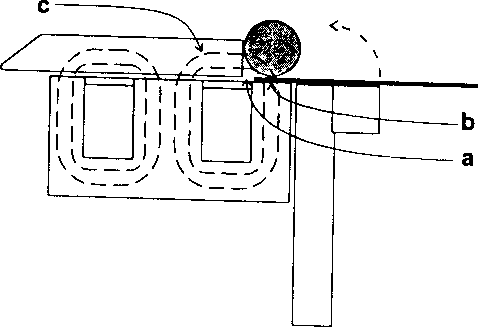
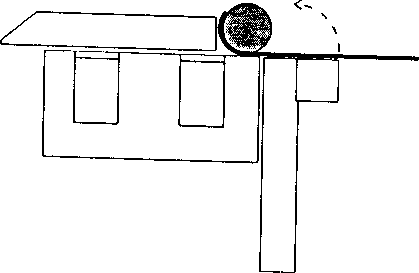
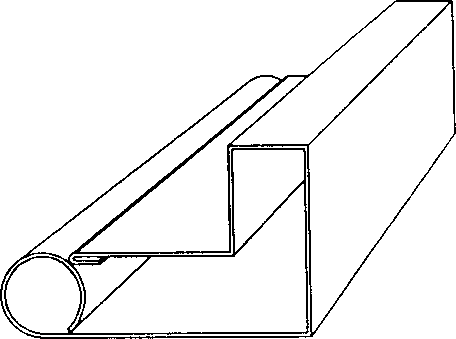
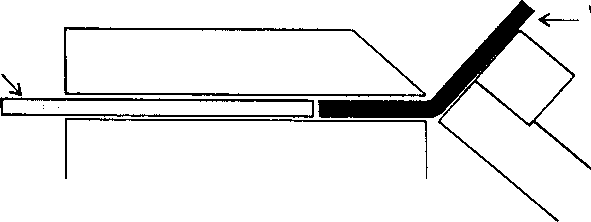
5.3ZAKRUGLENNYJ KRAJ
Zaokruženi konci se formiraju putem namatavanja stalne liste na stalnom cilindru različite debljine.
1.Razmestite metalni list, prižimnu balku i stalnu cilindru, kao što je navedeno na crtežu.
a) Ubedite se, što prižimna balka ne prekriva frontalnu stranu stanka u točki a , pošto u ovom slučaju magnetni tok prođe mimo metalnog cilindra i sila koja se stiska će biti previše mala.
b) Potreban je metalni cilindr koji se nalazi na stalnoj prednjoj strani stanice b a ne aluminijumski, nahodeći se malo szadi.
s) Celʹ prižimnoj balki se sastoji u usmerenju magnetnog polja sa unutrašnje strane metalnog cilindra.
2.Zaignite metalni list kako je moguće dalje, nakon čega ga preložite kako je navedeno na crtežu.
3.Poovtori dejstvite 2, ako je potrebno.
5.4PROBNYJ METALNIČKI LIST
U svrhu više potpune oznake s Vašim stanicama i temama operacija, koje mogu ispuniti, preporučuje se ostvarivanje dejstava, opisane niže:
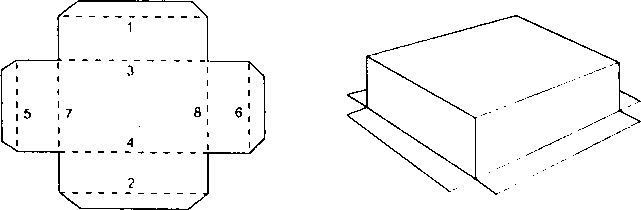
1.Izaberite metalni list od mekog čelika ili aluminijuma debljine 0,8 mm i izrežite zagotovu veličinu 335 mm na 200 mm.
2.Razmetite liniju na listu metala kako je navedeno niže:
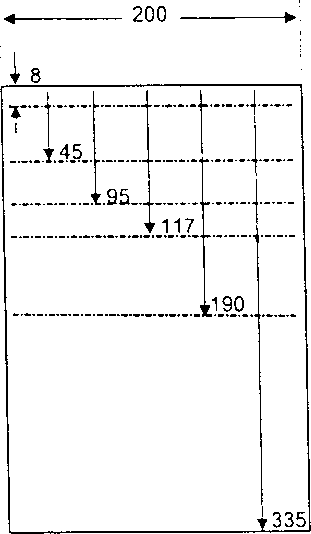
3.Vyrovnâjte liniju sgiba 1 i napravite zagib kromki liste (Smotri Zagibani kromki).
4.Spremite metalni list i podignite ga pod prižimnu balku tako, da biste zaustavili kraj u vašoj strani.Premjestite prižimnu balku naprijed i postavite liniju sgiba 2. Označite zagotovku pod kutom od 90°.Probni list će izgledati ovako:
5.Pervernite metalni list i napravite zagibe 3, 4, 5, svaki pod uglom od 90°.
6. Završetak forme zatvorite dio liste na stalnom cilindru prečnika 25 mm.
Odaberite prižimnu ploču ukupne dužine 280 mm i smjestite ih, zagotovku i stalnu cilindru kao što je ranije navedeno u odjeljku «Zakružni kraj».
Držite stalnu cilindru desnom rukom i proizvedite predvaritelni zažim pomoću pritiska na dugme START LEVO ruko.Zatim desnom rukom potânite ručku (pri ovom dugmetu START možete otpustiti).Zagotovite kako možete više
(oko 90° ).Prebacite zagotovku (kako je navedeno u razdjelu okruglog kraja) i još uvijek zaključite.Nastavite zatvaranje liste, dok on neće biti potpuno zatvoren.
Probnaâ forma gotova:
5.5.ÂŜIKI
Postoji mnogo sposobov izgotovleniâ âŝikov.«Magnabend» idealno je pogodan za ovu celinu, posebno, kada je potrebno stvoriti složene kutije, budući da korišćenje korotih prižimnih plastina značajno uproščaet ispolnjenje složenih sgibova.
5.5.1Prostye âŝiki
1.Sdelajte prva dva sgiba, koristeći dugu prižimnu balku kao pri normalnoj fleksibilnosti.
2.Izaberite jednu ili nekoliko korotkih prižimnih ploča i smjestite ih kako je navedeno na crtežima.(Nema potrebe da ih precizno podbire po dužini, pošto će izgib biti ostvaren u manjoj meri u 20 mm promežu između prižimnih ploča).
Za sgibove dužine do 70 mm, podberite naibolʹšuû plastinu, koja podojde.Za veće dužine sgiba može se koristiti nekoliko prižimnih ploča.Odaberite samu dugačku plastinu, koja će se potom naći u jednoj, koja se nalazi u obrazovanom promežutu i, možda, još jednu za postizanje potrebnih dužina.
Dlâ mnogokratnyh sgibov možete soedinitʹ korotkie prižimnye plastiny u jednu prižimnuû balku neobhodim Vam dliny.Ako kutije imaju nizke krajeve i u vama postoji prorezna sgibajuća balka, moguće je brže pripremiti kutije na ovaj način, kao što je navedeno u odjeljku Izrada podataka.
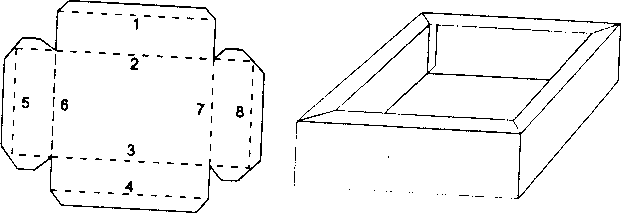
5.5.2 Âŝiki sa zagnutim vovnutrašnjom krajom
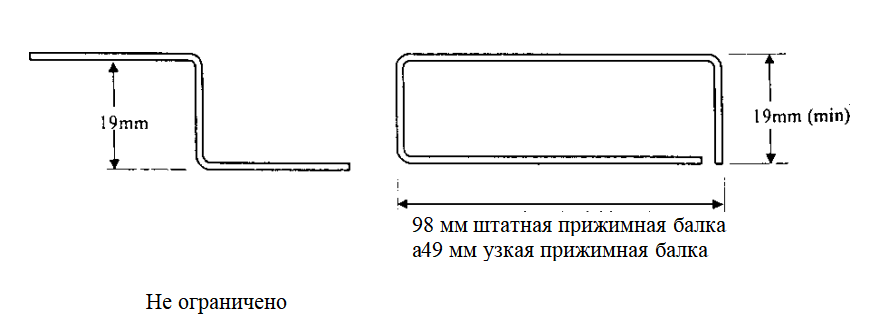
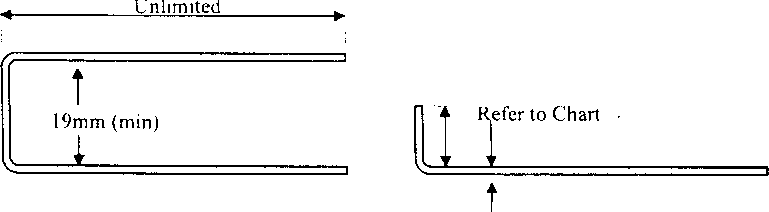
Jaščici sa zakrivljenim unutrašnjim krajevima mogu biti napravljeni pomoću standardnog nabora prižimnih ploča na ovaj način, da bi se izmereno više od širine same prižimne ploče (98 mm).
1.Iskoristite stalnu prižimnu balku, ispunite skretnice 1,2,3 i 4.
2.Vyberite korotkuû prižimnu plastinu (ili, moguće, dve-tri plastine, spojene zajedno).Ee dužina treba da bude koroče, po krajnjoj meri na debljini zagiba, čemu širina samoj korobki (što je zatim moguće ee vytaŝitʹ).Napravite sgibe 5,6,7 i 8.
5.5.3 Âŝiki s otdelʹnymi kraâmi.
Âŝik, gotov s otdelʹnymi kraâmi, ima râd preimućstva:
-on ékonomit materijala, esli u âŝika glubokie kraâ
- v étom slučae ne nado podgonâtʹ ugly
-Vse razrezy možete napraviti pomoću giʹjotiny
-Svi sgibi mogu biti napravljeni uz pomoć štatnoj prižimnoj balki.
I râd nedostatkov:
-neobhodimo delatʹ bolʹše sgibov
-bolʹšee količestvo uglova dužno biti spojeno
-bolʹše metalličeskih uglova i kreplenij vidno na gotovom âŝicu.
Za izgotovlenie takvog âŝika potrebno je:
1.Pripremite formu kako je navedeno na crtežima.
2.Sdelatʹ prve četiri sgiba na osnovnoj pripremi.
3.Zatem ispuniti četiri sgiba na svaku iz bokovih zagotovka.Pri realizaciji svakog sgiba ugradite uzkij kraj bokove pripreme pod prižimnu ploču.
4.Soberite âŝik.
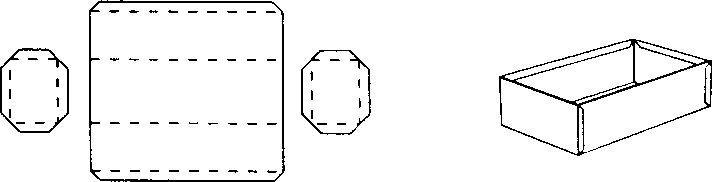
5.5.4 Âŝiki s prostymi uglama
Jaščici sa jednostavnim uglovima i izvodljivim zagibom jednostavnim u izradi, ako je dužina i širina veća od širine naimenša prižimnoj plastini (98 mm).
1.Podgotovʹte formu.
2.Ispolʹzuâ štatnuû prižimnu balku da napravi 1,2,3 i 4.
3. Stavite završetak za pripremu pod prižimnu balku za izvođenje sgibova 5 i 6.
4. Iskoristite odgovarajuće korotke prižimne plastine kako biste napravili 7 i 8.
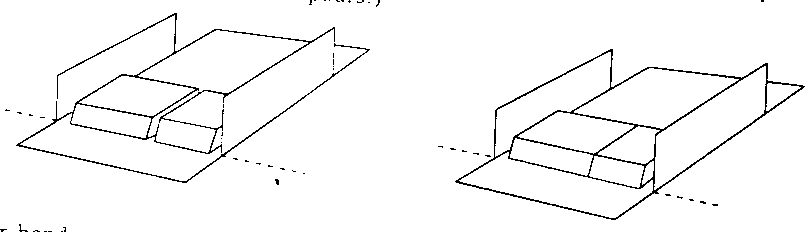
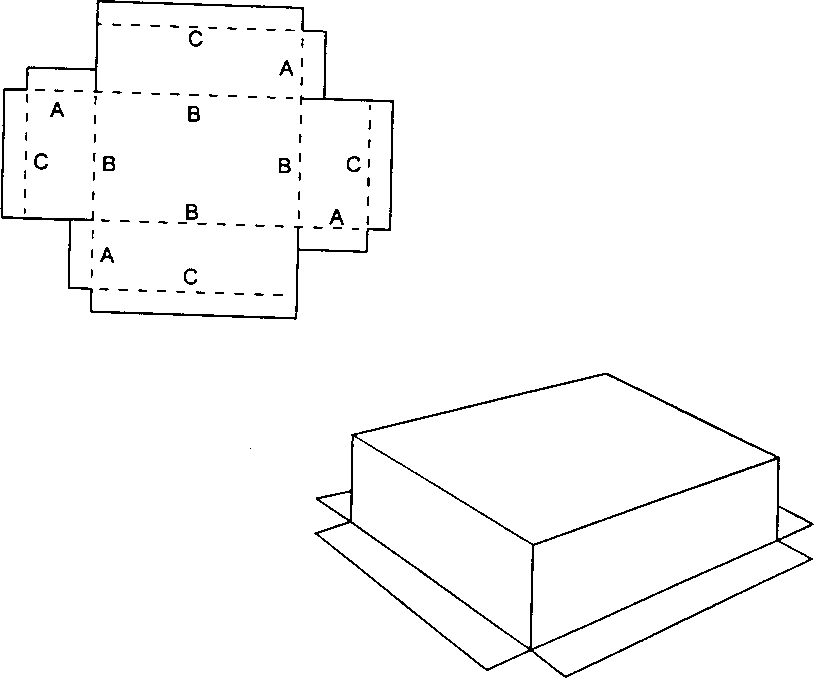
5.5.5Âŝik s perekryvaûŝimisâ uglami
Pri izradi takvog kutija bez korištenja pojedinih kraeva potrebno je podesiti pravilnu sekvencu sgibova.
1.Pripremite formu sa pokretnim pokretima kao što je navedeno na crtežu.
2. S jedne strane duge prižimne plastine ispunite sve pokrete A pod uglom 90.Ovo bolje napraviti, podstavlââ zagibaemye kraâ pod prižimnuû plastinu.
3.S étogo že konca dlinnoj prižimnoj plastiny sdelajte sgiby pod uglom 45.Starajte podstavku pod prižimnuû plastinu ne dno âŝika, a ego kraâ.
4.S druge strane duge prižimne plastine sdelajte sgiby S pod uglom 90.
5. Iskoristite odgovarajuće korotke prižimne plastine, završite pokrete do ugla 90.
6.Sojedinite ugly.
Pomnite, čto glubokie âŝiki bolje izgotavlivatʹ s otdelʹnymi kraâmi.
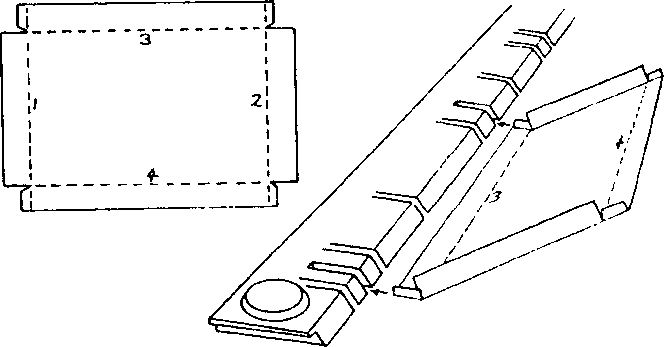
5.6PROREZNAÂ PRIŽIMNAÂ BALKA Izgotovlenie podnosov
Prorezna prižimna balka, ako je uključena u komplet postavki, idealna je za brzo i tačno izvođenje malih unosa i poddonova.Preimuŝestvo proreznoj balki pred naborom korotkih plastina se sastoji u tome, što se gibajuća linija automatski izravniva sa stankom.Osim toga, korotkie prižimne plastine mogu se koristiti za izradu neograničenih debljina podnožja i, bez svake somnenije, najbolji pristup za izradu složenih oblika.
Pazy se nalazi na ovaj način, da bi se pripremili doni veličina, navedeni u razdelu tehničkih karakteristika sa popravkom plus minus 10 mm.Pri izradi podnosa treba izabrati i koristiti dva paza, raspoređenih među kojima su usklađeni s veličinama koje izgotavljamo podnose.
Dlâ izgotovleniâ melkogo (neglubokog) podnosa
1.Zagnite dve protivpoložene strane i ugao, koristeći proreznu prižimnu balku ne obraćajući pažnju na pazy, oni neće imati vliâtʹ na kvalitetu na sgibove.
2.Zatem izaberite dva paza, između kojih ćete moći da uklonite ostavljene dve strane.Ovo se čini veoma lako i neverovatno brzo metodom podbora dva pazova, udaljenog drugog od drugog na potrebnom rasstojanju.
3.Kogda Vi uspostavite kraj podnosa pod prižimnu balku između dva odabrana pazama, proizvedete ostavljena sgiba.Ranee zagnute strane vojdut u odabrane Vami paze kada poslednji sgibi budu završeni.
Pri izgotovljenosti podnožja, dužina kojih skoro dostiže dužinu prižimne balki, moguće, trebalo bi da se koristi umesto pauze iz njenog kraja.
OGRANIČITELI (UPORY)
5.7OGRANIČITELI (UPORY) Korištenje ograničavatelja
Ograničenja se koriste u tim slučajevima, kada je potrebno napraviti veliki broj sgibova, sve koji se moraju nalaziti na jednoj rasstoji od krajeva za pripremu.Nakon pravilnog postavljanja ograničavača, bilo koji broj sgibova može biti proizveden bez dodatnih mjerenja i pripreme.
Obično se ograničavaju, kada se ploča nalazi nasuprot njih, da bi se stvorilo dovoljno prostora za izjednačavanje krajnjih priprema.Kakva-bilo posebna dopunska ploča ne ulazi u komplet postavki, međutim, možete koristiti udlinitelʹ gibčne balki.
Napomena: ako je potrebno postaviti ograničavač pod prižimnom balkom, to može biti napravljeno uporedo s upotrebom ograničavača i traka metalne liste kao što je debljina, kao i sama pripremljena.
5.8TOČNOSTʹ̱
Proverka točnosti Vašeg stanka
Sve radne površine Magnabend moraju biti ravne i glatke s dopuštenom greškom do 0,2 mm po cijeloj površini.
Najvažnije aspekte:
1.Rovnostʹ rabočej poverhnosti sgibaûŝej balki.
2.Rovnostʹ sgibaûŝego kraâ prižimnoj plastiny.
3.Parallelʹnostʹ étih dvuh poverhnostej.
Ove površine mogu se provjeriti točnim pravougaonikom, ne postoje i drugi metodi suotnošenja ovih površina u odnosu na drugu stranu.Dlâ étogo:
1.Poverite gibonu balku na 90 i držite je u ovoj poziciji.(Balka može biti fiksirana u ovoj poziciji putem postavljanja fiksiranog ograničavača na stražnjoj strani uglovne ručke).
2.Proverʹte rasstoânie između sgibaûŝim kraem prižimnoj balki i rabočej poverhnostʹû gibočnoj balki.Koristi se namještanje opora prižimne balki, ustanovi ovo rastojanje veličine 1 mm na svakom kraju.(Iskoristite kusoček metalnog lista ili ŝup).
Ubedite, čto rasstoânie odinakovo na vsej protâžennosti prižimnoj balki.Rashoždenja moraju biti ne više od 0,2 mm.Samo rastojanje nije više od 1,2 mm i ne manje od 0,8 mm.(Ako podešavanja traže različite veličine, postavite ih kako je navedeno u razdelu Obsluživanje i ulazak .
Napomena:
a) Prâmolinejnost prižimne ploče po vertikali (na videu) nije važna, pošto se ona izravniva posle vklûčeniâ prižimaûŝej sile magnetnog toka.
b) Stanje između gipsane balke i magneta korpusa, kada se balka nalazi u svojoj uobičajenoj poziciji, dužna je biti oko 2 3 mm.Ovo rastojanje ne utiče na preciznost fleksibilnosti.
s) «Magnabend» može da realizuje ostrye sgibe i više tankih listova, kao i takve materijale, kao što su aluminijum i med.To je vrijeme pri fleksibilnim više tolstičnih listova, kao i takvih materijala, kao što su uobičajeni i nervirani stalci ne planiraju dobivanje oštrih uglova.(Pregledajte razdel Tehničeskie harakteristike ).
d) Jednoobrazni pokret na više tolstičkih listova može se postići korištenjem te liste iz kojega je izrezana za spremanje za popunjavanje slobodnih prostora pod prižimnim balkom.
6. OBSLUŽIVANIE I UHOD
Rabočie poverhnosti
Ako se na rabočoj povrhnosti pojavi nalet ržave, ona se oksidira ili povređuje, moguće je obnoviti.U ovom slučaju, potrebno je obraditi škurkoj R200, nakon čega se postiže specijalno zaštitno zatvaranje, na primjer CRC 5.56 ili RP7.
Smazka petelʹ gibočnoj balki
Ako se «Magnabend» koristi stalno, potrebno je smazovati petli ežemesečno.Ako se uređaj ne koristi vrlo često, mazku ovih detalja možete proizvesti.
Na osnovnoj šarnirnoj ploči petli nalaze se dva otverstija za mazanje.Sferičeskaâ opornaâ poverhnostʹ takže dolžna bytʹ smazana.
Nastrojki
Postavke u osloncu za stalnu prižimnu balku predviđene su za postavljanje zazora u zavisnosti od debljine zagotovki, između ugibajućeg kraem prižimnog balka i pokretne balke.Podešavanja se uspostavljaju u fabrici i odgovaraju zagotovljenoj debljini od 1 mm u položaju «1».Ako ove instalacije sbiti, to bi trebalo proizvesti postrojenje u sljedećem redu:
1.Uderživajte gibočnu balku u položaju od 90 stepeni.
2.Ugradite kusoček listovog metala debljine 1 mm na svakom kraju između spojenih kraem prižimne plastine i gibajuće balke.
3.Ne obraća pažnju na razmetku, rotirajuću ručku regulacije na podupiračima, lagano zažmite metalnu kusu između sgibajućih kraem prižimnih balki i pokretne balke.
4.Iskoristi poseban šestigranni ključ od 3 mm, oslabite instalacijski vijak za oslobađanje prstena s jednom nasečkom iz opora.Zatem povernite kolʹco takim
obrazom, čtoby nasečka pokazyvala 1 .Proradite ovo bez vraćanja unutarnjeg korpusa.Zatânite ustanovočnyj vint.
5.Povtorite te že dejstva za vtoru opor.
Podpružinennye šarovye pâtki opor mogu zalipati, ako u njih padet grâzʹ.Ako se to dogodilo, otkrijte problem putem zadržavanja i otpuštanja petih oslonaca tupym predmetom pri istovremenom smazivanju njegovog prodora smazkoj tipa WD-40.
7. VOZMOŽNYE NEISPRAVNOSTI
Za utvrđivanje karaktera neispravnosti izvršite sljedeće operacije:
1.Uključite, što je stanje uključeno, putem vizualne kontrole indikatorske lampice prekidača napajanja.
2. Ako je uključeno, stanok ne radi i pri tome se nagreva katuška elektromagnita, moguće je da radi termopredohranitelj.U ovom slučaju, povremeno se ponavljaju pokušaji.
3.Dvuručni ugrađeni mehanizam za sigurnost ne zahtijeva, da bi gumb START bio postavljen na to, jer ste započeli proces fleksibilnosti.Ako ste na početku potânuli ručku, stanok raditi ne bude.Ovo se može desiti iu slučaju, ako gibočnaâ balka značajno smeŝena ot načalʹnogo položeniâ per.U ovom slučaju pered zapuskom ustanovite ee u krajnjem nižem položaju.Ako se problem ponavlja, to je moguće, ryčag uglovog prekidača je potreban u nastrojke.
4.Nekorrektnaâ rabota knopki START.Ako u Vašoj modelu 1250E ili starše, probajte zapustiti stanok nožne pedale.
5. Ako je uključeno pitanje, ne radi, tako i provjerite spajanje elektroničkog modula i elektromagnita katuški.
6. Ako se pri podešavanju dugmeta «START» ne dešava prethodnog pritiskanja balki, ali pri podnošenju ručki gibčne balke (načalo procesa fleksibilnosti) uključuje se osnovni prižim i pri otvaranoj dugmetu «START» se ne isključuje, potrebno je zameniti kondenzator 15 mF (10 mF za modeli 650E).
7. Ako se koristi spoljni automat za zaštitu elektroseti, najverovatnija uzrok je neispravnost ispratitelja.
Osuŝestvenlâetsâ legkij (predvaritelʹnyj), ne polnyj prižim:
1.Ubeditesʹ, čto mikropereklûčatelʹ, rapoloženyj u rajonu jedne od petelʹ gibočnoj balki, srabatyvaet pravilno.Ego vklûčenie proizvodi kvadratnoj latunnoj detalʹû – tolkatelem, prisoedinnoj k mehanizmu indikacije ugla.Pri podnâtii ručki.gibočnaâ balka vraŝaetsâ i peredaet vraŝenie tolkatelû, tolkatelʹ uključuje mikropereklûčatelʹ unutar elektronskog modula.Premestite ručku vpered i nazad.Morate čuti ćelčki mikropereklûčatelâ.Ako ŝelčkov nema, premestite gibočnu balku na takav način, da bi bilo vidljivo tolkatelʹ.Prebacite balku u vrh – nadole, tolkatel treba da se okreće u odgovoru na njeno kretanje (neće biti blokiran sa ograničavačem).Ako se to ne dešava, moguće je da mu je potrebno više sceplâûŝej sili sa osʹû.Modeli 1250E su, kao pravilo, povezani sa dva boda M8 na krajnom tolkatelju, koji ne mogu biti do kraja zategnuti.Ako se tolkatel vraćuje i dobro ide u začepljenje, ali ne uključuje mikropereklûčatel, to je potrebno u regulaciji.Za ovaj otključajte stan od mreže, a zatim snimite panel sa električnim ulazima.Kod modela 1250E moment uključivanja može biti reguliran okretanjem vijka, koji prolazi kroz tolkatel.Ovaj vijak mora biti reguliran na ovaj način, da bi mikropereklûčatel štelkal, kada niži kraj gibčne balke raste na rastojanju oko 4 mm.U modelima 650E i 1000E takva regulacija proizvodi se pomicanjem ryčaga (kronštejna) mikropereklûčatelja.
2.U slučaju, ako mikropereklûčatelʹ ne radi na ispravnom tolkatelu, potrebno je u zamene.
3. Ako je Vaš stan opremljen kao pomoćni prekidač, uvjerite se da je postavljen u NORMALNOM položaju.U postavljenom AUXCLAMP stanu će se vršiti samo predvaritelʹnyj zažim.
Zažim proizvoditsâ dobro, no prižimnaâ balka ne prinosi se posle vyklûčeniâ stanka.
Ovo ukazuje na neispravnost razmagničivajućeg cepi.Najvjerovatnije uzrok je izlaz iz strujnog otpornika 6,8.Također provjerite sve diode i isključite moguće "zalipanje" kontakata u releju.
Stanok ne sgibaet listy bolʹšoj tolŝiny
1.Ubedite, što debljina metala i dužina giba odgovaraju tehničkim karakteristikama Vašeg stanja.Također provjerite, da biste pri gibanju od 1,6 mm zagotovili udlinitelnu ploču plotno prilegala na gipsane balke po cijeloj dužini bez stupnja i minimalnu visinu zagibanog lamela ne manje od 30 mm.Ovo znači, što je manje od 30 mm metalne liste nastupala za kraj prižimne balki.Najniže bortike moguće raditi u tehničkim slučajevima, kada dužina giba koroče dužine stanja.
2.Takođe, ako obrabivaemyj list metala ne ispunjava prostor pod prižimnom balkom na cijeloj glubini, može se aktivirati na stanju rada.Za bolje rezultate ispunite slobodno prostranstvo kusočki listovog metala, debljine ravne debljine obrađivane zagotovki.Za bolje korištenje koristite stalnu listu, čak i ako niste spremni.
Ovo je također najbolja metoda za izradu vrlo uskog bora za pripremu.
8. GARANTIJNYE OBÂZATELʹ̱STVA
Proizvođač garantuje kvalitetnu izradbu i radnu stanicu za fleksibilnost
«Magnabend» i aksesoar k njemu.Srok garancije čini 12 mjeseci jednodnevne prodaje.
Naše obaveze u okviru garantovanja ograničenog popravka ili zamene neispravnih uzlova i agregata i ne rasprostranjeni su na štetu, uzrokujući pogrešnu upotrebu ove opreme.
Ova garancija nije rasprostranjena u slučajevima izlaza opreme iz stroja, koja je povezana sa upotrebom uređaja koji nije naznačen, neodređenim ili pogrešnim njegovim korištenjem, kao i porčej opreme tokom vremena transporta.Uključuju se i slučajevi nepredviđenog popravka opreme i neispravnosti potrebnih datih uputa.
Vozvrat opreme mora biti u skladu s pravilima isporuke.
Ispunite za informacije:
Modelʹ Serijskij nomer Data pokupki
Adresa i ime dilera
Aplikacija 1.
Minimalʹno dopustimyj radius izgiba za detalje iz stalnog lista.
AWF 7965 DIN 6935 (10.75)
| Maksimalʹnaâ tolŝina v mm | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| Stalʹ s minimalʹnym predelom pročnosti na razryv N |mm² | Minimalʹno dopustimyj radius izgiba v mm | |||||||
| do 390 | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390 …490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 …640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
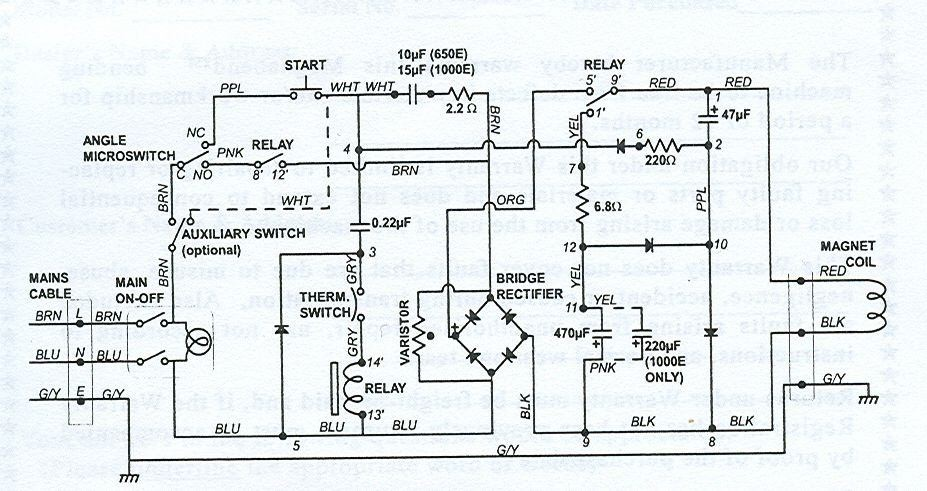
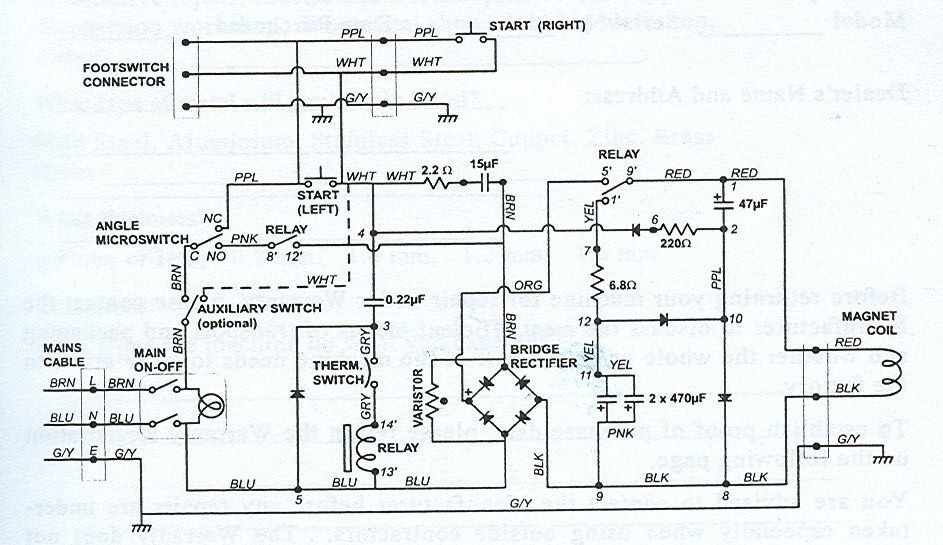
Priloženie 2. Élektroshema.
Modeli 650E, EB 1000E:
Model 1250E:
Vrijeme objave: Sep-13-2022